Danfoss JIP-Kuti veglash makinerie me përgjim të nxehtë

Udhëzimet e sigurisë
Përdoruesi këshillohet të ndjekë udhëzimet e sigurisë të dhëna në këtë manual. Asnjë garanci nuk jepet për përdorim të gabuar të pajisjeve ose aplikacioneve jashtë fushëveprimit të nëse lindin ndonjë pyetje ose nëse nuk jeni të sigurt për disa aspekte në lidhje me kutinë e veglave të makinës me përgjim të nxehtë Danfoss, ju lutemi mos hezitoni të kontaktoni Danfoss lokale për mbështetje.
Kërkesat e përgjithshme të sigurisë
Në kapitujt e mëposhtëm, jepen dhe shpjegohen udhëzimet e përgjithshme dhe specifike të sigurisë për kutinë e veglave të makinës me përgjim të nxehtë Danfoss. Përdoruesi këshillohet të lexojë, kuptojë dhe ndjekë me kujdes këto udhëzime. Vetëm personat e kualifikuar dhe të trajnuar lejohen të kryejnë punime hot tapping me mjetin Danfoss hot tapping. Midis operatorëve, duhet të ekzistojë një sistem kontrolli për të garantuar që aftësitë dhe njohuritë për procedurat e duhura të funksionimit të njihen dhe respektohen nga të gjithë punonjësit që marrin pjesë në punimet hot tapping. Ky manual përdorimi duhet të jetë gjithmonë i disponueshëm gjatë punimeve të shpimit. Nuk lejohet përdorimi i pajisjes jashtë zonës së aplikimit të përshkruar në këtë manual përdorimi pa lejen e prodhuesit të pajisjes Danfoss të kutisë së veglave me përgjim të nxehtë. Kini parasysh se kërkesa shtesë mund të jepen në vendin e caktuar të punës.
Për një përdorim të sigurt të pajisjes është thelbësore të merren parasysh pikat e përgjithshme të mëposhtme. Mos e përdorni kurrë makinën pa qenë të vetëdijshëm për rreziqet. Merrni parasysh të gjitha aspektet nga ky manual përdorimi dhe kërkesat shtesë.
- Stafi duhet të ketë aftësitë dhe trajnimin e duhur në të gjitha fazat e nevojshme të punës së hot-tapping-it si dhe në trajtimin e pajisjeve në fjalë.
- Sigurohuni që të keni gjithmonë me vete një kopje të këtij manuali përdorimi, i cili është i disponueshëm gjatë procesit të përgjimit të nxehtë.
- Udhëzimi mund të shkarkohet nga prodhuesi webfaqe http://www.danfoss.com
- Zona e aplikimit për këtë pajisje është e kufizuar në lëngje të lëngshme me bazë uji të grupit të lëngjeve 2 sipas PED 2014/68/EU.
- Parametrat e sistemit nuk duhet të kalojnë kurrë presionin 200 °C dhe/ose 40 bar. Shihni kapitullin 3 në lidhje me temperaturën dhe presionin maksimal që mund të përdoret kjo pajisje.
- Rekomandohet të ulni presionin në sistem në 12 bar gjatë funksionimit.
- Sigurohuni që përshtatësi i zgjedhur duke përfshirë vulosjet të jetë i përshtatshëm për presionin e sistemit, llojin e lëngut dhe temperaturën.
- Gjithmonë sigurohuni që pajisja të mos dëmtohet përpara se të filloni procesin e nxehtësisë. Do të përdoren vetëm pajisje në gjendje të shkëlqyer.
- Përdorni vetëm pjesë këmbimi origjinale Danfoss për sigurinë tuaj.
- Vishni mbrojtje për veshët dhe një helmetë.
- Vishni rroba të përshtatshme pune.
- Mos vishni rroba të gjera ose bizhuteri, pasi ato mund të kapen në pjesë të lëvizshme.
- Për mbrojtjen nga lëngu i nxehtë, vishni rroba rezistente ndaj nxehtësisë, doreza dhe syze sigurie.
- Nuk lejohet asnjë ndryshim teknik në makinën hot tapping.
- Merrni parasysh rregullat e përgjithshme për parandalimin e aksidenteve.
- Merrni parasysh udhëzimet për makinat me motor.
- Merrni parasysh rreziqet nga rryma elektrike dhe bashkëngjitja e pjesëve rrotulluese A1.
- Makina elektrike nuk do të laget kurrë.
Kërkesat e sigurisë në vendin e punës
Aspektet e mëposhtme duhet të kontrollohen gjithmonë në vendin e punës përpara se të përdorni pajisjen e shpimit Danfoss. Për shpimet në tubacionet e ngrohjes qendrore në Gjermani, duhet të merret parasysh direktiva AGFW 432.
- Gjithmonë sigurohuni që është e mundur të mbyllni valvulën e zgjedhur Hot Tap.
- Nëse mekanizmi i mbylljes nuk mund të mbyllet, mënyra e vetme për të hequr pajisjen e shpimit është zbrazja e linjës kryesore.
- Kontrolloni dy herë madhësinë e sharrës së vrimës së përdorur dhe të stërvitjes pilot. Kontrolloni që valvula të mbyllet pasi të jetë montuar makina.
- Njihuni me fletën e të dhënave Danfoss për llojin e zgjedhur të valvulës
- Sigurohuni që parametrat teknikë (presioni, temperatura, lëngu) në sistem të mos i kalojnë vlerat e lejuara për aplikimin specifik.
- Kontrolloni që pajisja të jetë montuar saktë siç tregohet në këtë manual përdorimi
- Bëni gjithmonë një test presioni për të zbuluar rrjedhjet e mundshme në valvulën mbyllëse dhe/ose pajisjen e shpimit
- Sigurohuni që të gjitha pjesët rrotulluese të lëvizin lirshëm
- Inspektoni pajisjen sipas planit të inspektimit.
- Personat e paautorizuar nuk duhet të jenë të pranishëm në vendin e punës gjatë përgjimit të nxehtë
- Kontrolloni vendndodhjen e valvulës më të afërt të mbylljes së rrjetit në vendin e punës
- Sigurohuni që i njihni të gjitha kontaktet e urgjencës.
- Kjo ka të bëjë me personat e kontaktit në vend, kontaktin me prodhuesin e pajisjes TONISCO System (http://www.tonisco.com) dhe shërbimet lokale të urgjencës
- Bëni kontrollin vizual të kantierit dhe bëni të gjitha matjet e nevojshme.
- Pastroni ambientin e punës nga të gjitha objektet e panevojshme.
- Merrni parasysh hapësirën e nevojshme për heqjen e boshtit pas shpimit
- Sigurohuni që të gjitha mjetet dhe pajisjet e nevojshme të jenë të disponueshme gjatë shpimit, p.sh. bllokun e zinxhirit në presione të larta.
Rreziqet e veçanta
Lëshimi i ujit të nxehtë ose avullit
Uji i nxehtë ose avulli mund të dalë nga sistemi për shkak të keqpërdorimit. Sigurohuni që të vishni pajisje sigurie të përshkruara kur punoni me makinë me përgjim të nxehtë.
Kur lirohetasing the pressure from the drilling device, make sure to keep a sufficient distance between you and the release hose. Always wear heat resistant safety gloves when removing the drilling machine from the valve.
Rreziqet nga pjesët rrotulluese
Vini re se boshti i stërvitjes dhe komponentët lëvizës rrotullohen gjatë shpimit. Jini të vetëdijshëm për ndryshimet në çift rrotullues në bosht për shkak të forcave të ndryshme të prerjes. Merrni një qëndrim të fiksuar dhe kthejeni ngadalë furnizimin. Nëse sharra e vrimës ngec gjatë shpimit, zvogëloni shpejtësinë e ushqyerjes ose kthejeni timonin pak mbrapa derisa sharra e vrimës të mund të rrotullohet përsëri.
Rreziqet e shkaktuara nga presioni në tubacion
Shumicën e kohës, ka presion të pranishëm në tubacionin që po shpohet. Rekomandohet të ulni presionin në sistem në 12 bar gjatë funksionimit.
Nëse presioni në linjën kryesore është > 12 bar, rekomandohet shumë përdorimi i bllokut të zinxhirit për një çlirim të sigurt të boshtit të shpimit. Kjo pjesë nuk përfshihet në kutinë e veglave, por mund të blihet nga Danfoss si aksesor.
Kërkesat për Operatorin
Pajisja e përgjimit të nxehtë mund të përdoret vetëm nga persona të trajnuar, të udhëzuar dhe të autorizuar për ta përdorur atë. Operatori duhet të dijë udhëzimet e përdorimit dhe të veprojë në përputhje me rrethanat.
Rëndësia e simboleve të përdorura Siguria
PARALAJMËRIM
Paralajmëron për lëndime serioze ose vdekje të mundshme. nëse udhëzimet nuk monitorohen.
KUJDES
Shfaq lëndime ose dëmtime të mundshme personale, nëse udhëzimet nuk monitorohen.
Përshkrimi Danfoss Hot Tapping Machine Toolbox
Zona e Përdorimit

The Danfoss hot tapping device is intended to accomplish new pipeline branches under pressure in water-based heating and cooling systems at branch dimensions DN15 – DN100. The Danfoss drilling device body is designed for maximum pressure of 40 bar and can be used as described in the table on the right for the class PN40. However, for a pressure >12 bar additional safety requirements have to be considered when releasing the shaft or adjusting the feed.
Specifikimet e Danfoss Hot Tapping Toolbox
Trupi i pajisjes përmban vulosjet EPDM. Në kutinë e veglave të Danfoss, përfshihet një njësi elektrik me makinë. Ky manual përdorimi fokusohet në njësinë e lëvizjes elektrike Metabo BE1100 me specifikimet teknike të mëposhtme
| Emri i pajisjes së shpimit | Metabo BE 1100 |
| Materiali i trupit | 42CrMo4 |
| Numri i produktit | 1200.0000 |
| Shënimi | Bxx xx= Id. për muaj, vit |
| Kategoria sipas PED 97/23/EG | 1 |
| Dimensioni i degës | DN 15 deri në 100 DN |
| Zona e Përdorimit | Sistemet e ngrohjes dhe ftohjes me bazë uji |
| Gjendja Agregate e Fluidit | lëngshme |
| Presioni maksimal i punës | 40 bar |
| Presioni maksimal i rekomanduar | 12 bar |
| Presioni i testimit | 60 bar |
| Temperatura maksimale e punës | 160 °C |
| Temperatura minimale e punës | 0 °C |
| Vulosjet | EPDM |
| Bosht shpimi | çeliku i ngurtësuar Ø20 mm |
| Pesha pa ngasje | 5,4 kg |
| Rrota e ushqimit në distancë të ushqimit | 50 mm |
| Distanca maksimale e furnizimit | 150 mm |
JIP Hot Tapping Machine Toolbox

Valvula Danfoss JIP Hot Tap për Hot Tapping
Pajisja e shpimit duhet të përdoret për të shpuar valvulat e topit Danfoss JIP Hot Tap në një gamë nga DN15 në DN100 dhe në sistemet e ngrohjes dhe ftohjes me bazë uji. Një lidhje midis trupit të makinës dhe valvulës realizohet nga pjesët e përshtatësit me fileto. Disa pjesë të përshtatësit përdoren për më shumë se një madhësi nominale duke përdorur reduktimin e përshtatësit
prizë. Të gjithë përshtatësit janë projektuar për t'u përdorur vetëm për valvulat e nxehtësisë Danfoss JIP. Mbani në mend të kontrolloni presionin dhe temperaturën e lejuar. kapitulli 3.1 dhe vijimi i fletës së të dhënave të valvulave të topit me trokitje të nxehtë Danfoss JIP.

|
Versionet standarde të valvulave |
|||||||||
| DN | mm | 15/20 | 25 | 32 | 40 | 50 | 65 | 80 | 100 |
| PN | 40 | 25 | |||||||
| Diametri i sharrës së vrimës | mm | Ø15 | Ø24 | Ø24 | Ø40 | Ø40 | Ø48 | Ø65 | Ø79 |
| Kodi Nr. | 065N0050 | 065N0051 | 065N0052 | 065N0053 | 065N0054 | 065N0055 | 065N0056 | 065N0057 | |
|
Kodi i kutisë së veglave Nr. |
065N1021 | – | |||||||
| 065N1003 | 065N1004 | ||||||||
| 065N1002 | |||||||||
Versionet e valvulave OEM |
||||
| DN | mm | 20 | 25 | 40 |
| PN | 40 | |||
| Diametri i sharrës së vrimës | mm | Ø19 | Ø32 | |
| Kodi Nr | 065N0070 | 065N0071 | 065N0072 | |
| Kodi i kutisë së veglave Nr | 065N1022 | 065N1023 | ||
Në varësi të gjatësisë së valvulës, boshti duhet të rregullohet. Mënyra e rekomanduar për të gjetur gjatësinë e duhur të boshtit tregohet në fotot më poshtë
- Në fillim shtyjeni boshtin përpara në mënyrë që stërvitja pilot të prekë tubin.
- Matni gjatësinë midis shpatullës së poshtme të boshtit dhe pajisjes së sipërme.
- Distanca e matur duhet të jetë midis 100 - 170 mm.
- Rregulloni gjatësinë e boshtit nëse është e nevojshme.
- Distanca e ushqimit rekomandohet të jetë së paku 35 mm

Udhëzimet operative
Përgatitjet e degëve përpara Hot Tapping
Përpara se të fillojë procesi i shpimit, duhet të përgatitet dega e dimensionit të vendosur. Mbani në mend se madhësia e degës duhet të jetë të paktën një madhësi nominale më e vogël se linja kryesore.
Heqja e izolimit
 Nëse linja kryesore është e izoluar, hiqni izolimin dhe pastroni sipërfaqen e tubit. Hiqeni izolimin mjaft larg në mënyrë që të keni hapësirë të mjaftueshme për saldimin. Distanca e ushqimit rekomandohet të jetë së paku 35 mm.
Nëse linja kryesore është e izoluar, hiqni izolimin dhe pastroni sipërfaqen e tubit. Hiqeni izolimin mjaft larg në mënyrë që të keni hapësirë të mjaftueshme për saldimin. Distanca e ushqimit rekomandohet të jetë së paku 35 mm.
Rregullimi i valvulës së trokitjes së nxehtë
Rregulloni skajin e poshtëm të Danfoss Hot Tap Valve në rrethin e linjës kryesore duke përdorur një makinë bluarëse. Është e rëndësishme që valvula të trajtohet në mënyrën e duhur për të parandaluar futjen e grimcave ose grimcave të tjera të huaja në valvul. Sugjerohet që të vendosni një leckë për të parandaluar dëmtimin e pjesëve të brendshme. Para saldimit, lecka duhet të hiqet. Valvula duhet të jetë plotësisht e hapur gjatë rregullimit.
Saldimi i valvulës së nxehtësisë në linjën kryesore
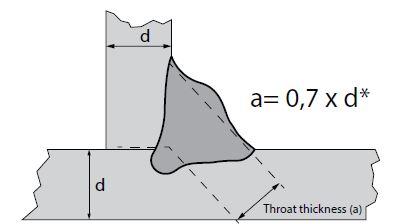
Valvula e nxehtësisë mund të ngjitet në tub në çdo drejtim të mundshëm, por këndi midis vijës qendrore të tubit kryesor dhe boshtit të valvulës duhet të jetë 90°. Valvula duhet të saldohet nga saldator i certifikuar. Teknologji saldimi Saldim me hark elektrik ose saldim TIG, me rrymë sa më të ulët. Sigurohuni që sipërfaqja përgjatë vijës së bashkimit të jetë pa okside dhe
yndyrat. Sigurohuni që asnjë material saldimi të mos hyjë në valvul. Valvula duhet të ngjitet në tubin kryesor me saldim me fileto të mbyllura me një drejtim të vetëm. Shmangni saldimin me fileto të shumëfishta për të parandaluar mbinxehjen dhe çarjet e mundshme të saldimit. Duhet të merret parasysh lidhja ideale midis trashësisë së grykës së saldimit dhe trashësisë së murit të të dy pjesëve të saldimit.
Para saldimit, kontrolloni mekanizmin e mbylljes së valvulës. Gjatë saldimit, valvula e topit duhet të jetë e hapur. Valvula duhet të ngjitet me saldim me hark elektrik. Sigurohuni që asnjë grimcë të mos hyjë në valvul.
PARALAJMËRIM
Shmangni trashësinë e skajit të saldimit të saldimit me fileto të shumëfishta për të parandaluar mbinxehjen.
Montimi i pajisjes së shpimit
Makina Danfoss Hot tapping shpërndahet në një kuti, duke përfshirë të gjithë artikujt plus mjete shtesë për çmontimin dhe testet e presionit.
Montimi i boshtit për sharra me vrima > 32 mm
 Duhet të zgjidhet një sharrë e përshtatshme vrimash 3 për dimensionin sipas kapitullit 3.3. Ajo duhet të lidhet me dredha-dredha në drejtim të akrepave të orës me çakun e shpimit 4. Kur lidhet, ajo duhet të lirohet aq shumë sa kunjat rrotulluese më të afërta të mund të shtyhen përmes vrimave F në fund të sharrës së vrimës. Magneti i çipit të stërvitjes 2 mund të vendoset rreth stërvitjes pilot 1, stërvitja shtyhet në vrimën e çakut duke rreshtuar brazdë B dhe vidën A. Më në fund, stërvitja mbyllet duke shtrënguar vidën A. Stërvitja duhet të lidhet në majë të boshtit të shpimit 5 ose, nëse përdoret, zgjatimi i boshtit 7. Nëse valvula duhet të jetë aq e gjatë sa gjatësia e boshtit nuk do të jetë aq e gjatë sa për të mundësuar shpimin, gjatësia e boshtit të përdorshëm mund të zgjatet nga zgjatimi i furnizimit foleja 6 në fund të boshtit ose duke shtuar zgjatimet e boshtit 7 në skajin e poshtëm të boshtit të shpimit 5.
Duhet të zgjidhet një sharrë e përshtatshme vrimash 3 për dimensionin sipas kapitullit 3.3. Ajo duhet të lidhet me dredha-dredha në drejtim të akrepave të orës me çakun e shpimit 4. Kur lidhet, ajo duhet të lirohet aq shumë sa kunjat rrotulluese më të afërta të mund të shtyhen përmes vrimave F në fund të sharrës së vrimës. Magneti i çipit të stërvitjes 2 mund të vendoset rreth stërvitjes pilot 1, stërvitja shtyhet në vrimën e çakut duke rreshtuar brazdë B dhe vidën A. Më në fund, stërvitja mbyllet duke shtrënguar vidën A. Stërvitja duhet të lidhet në majë të boshtit të shpimit 5 ose, nëse përdoret, zgjatimi i boshtit 7. Nëse valvula duhet të jetë aq e gjatë sa gjatësia e boshtit nuk do të jetë aq e gjatë sa për të mundësuar shpimin, gjatësia e boshtit të përdorshëm mund të zgjatet nga zgjatimi i furnizimit foleja 6 në fund të boshtit ose duke shtuar zgjatimet e boshtit 7 në skajin e poshtëm të boshtit të shpimit 5.
KUJDES
Sigurohuni që boshti i shpimit të jetë i vidhosuar plotësisht, në mënyrë që kunjat e kapësit 8 të rreshtohen me pjesën e poshtme të kapëses.
NJOFTIM
Kontrolloni që stërvitja pilot të mos jetë as shumë e madhe dhe as shumë e vogël për sharrën e vrimës së përdorur. Një stërvitje pilot shumë e gjatë rrit distancën e ushqyerjes në mënyrë të panevojshme, ndërsa një stërvitje shumë e shkurtër nuk siguron.
Montimi i boshtit për sharra me vrima < 32 mm
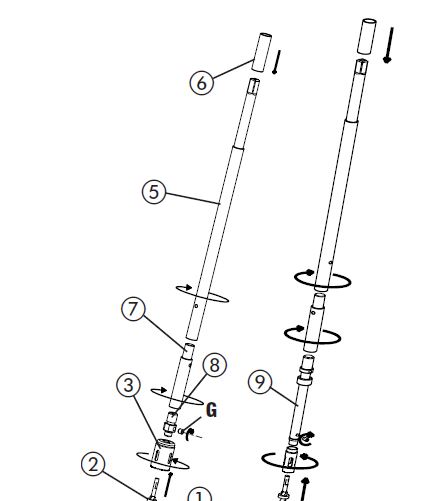
Për sharrat me vrima <32 mm dhe >24 mm, përdorni çakun e vogël 8. Kapaku më i vogël 9 duhet të përdoret për sharra me vrima <20 mm. Vidhosni sharrën e vrimës 3 në çakun 8 ose 9 në varësi të madhësisë së sharrës së vrimës. Magneti 2 duhet të vendoset rreth stërvitjes pilot 1 dhe të shtyhet në vrimën e çakrës 8 ose 9. Brazda në stërvitjen pilot 1 duhet të jetë e lidhur me vidën G. Ngjitni montimin me boshtin 5. Përdorni boshtin shtesat 7 ose priza 6 nëse është e nevojshme.
Montimi i prizës së përshtatësit JIP Danfoss
Adapterët Danfoss JIP Hot Tapping dorëzohen në një kuti mjetesh që përfshin të gjitha madhësitë nga DN 15/20 deri në DN 100. Për madhësitë DN 25 si dhe për prizat e reduktimit DN40 duhet të shtohen në përshtatësin e madhësisë tjetër.
Montimi i pajisjes në valvulën e përgjimit të nxehtë
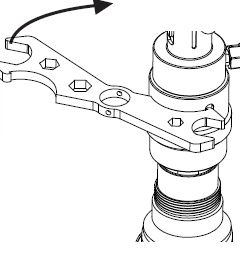
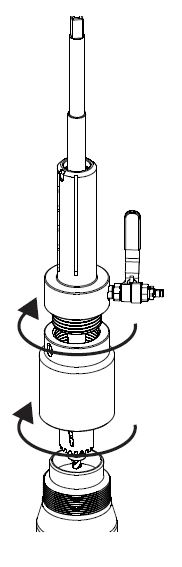
Përshtatësi duhet të lidhet me fillin e valvulës duke e mbështjellë fillimisht me dorë dhe duke e shtrënguar me butësi duke përdorur çelësin. Për shkak të unazës O shtrënguese, nuk është e nevojshme të përdoret shumë forcë gjatë lidhjes së pjesëve. Përpara se të lidhni përshtatësin me valvulën, një sharrë e duhur e vrimës qendrore të stërvitjes, çanta dhe boshti i stërvitjes duhet të montohen së bashku kur të gjitha pjesët të jenë vidhosur, provoni nëse është ende e mundur mbyllja e valvulës. Çmontoni makinën dhe rregulloni përsëri nëse valvula nuk mund të mbyllet.
 Mos harroni të hapni PLOTËSISHT valvulën pas kësaj
Mos harroni të hapni PLOTËSISHT valvulën pas kësaj
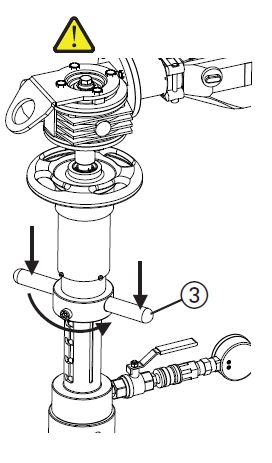
Instalimi i njësisë së furnizimit
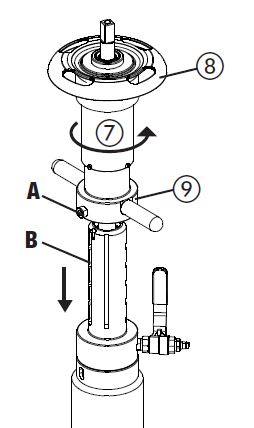
Pajisja ushqyese 7 përdoret për të krijuar një forcë ushqyese për shpimin. Fija e furnizimit duhet të mbështillet plotësisht në pozicionin e pasëm duke e kthyer rrotën e furnizimit 8 në drejtim të kundërt të akrepave të orës.
Priza e rregullimit 9 duhet të lidhet duke rreshtuar fillimisht brazda dhe vidhat udhëzuese A dhe aty pas rrëshqitjes në brazdë mbyllëse më të afërt B në trupin e makinës. Hapësira e tepërt hiqet duke e rrotulluar rrotën e furnizimit 8 në drejtim të akrepave të orës. Matni distancën e furnizimit siç përshkruhet në kapitullin 3.3 dhe rregulloni atë nga boshti ose zgjatimet e furnizimit nëse është e mundur.
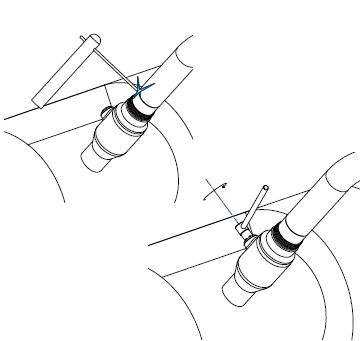
Instalimi i njësisë së drejtimit
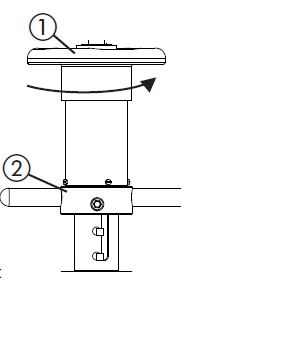
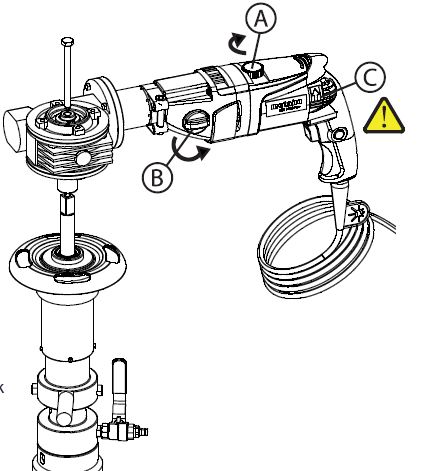 Sheshi i boshtit duhet të përafrohet me vrimën katrore të makinës dhe më pas të lidhet dhe të kyçet duke përdorur vidën lidhëse. Shpejtësia e duhur e rrotullimit është zgjedhur për shpimin sipas tabelës më poshtë. Për stërvitjen pilot, shpejtësia maksimale në minutë është e përshtatshme. Një shigjetë në anën e majtë të makinës e drejtuar lart tregon drejtimin e duhur të rrotullimit në drejtim të akrepave të orës.
Sheshi i boshtit duhet të përafrohet me vrimën katrore të makinës dhe më pas të lidhet dhe të kyçet duke përdorur vidën lidhëse. Shpejtësia e duhur e rrotullimit është zgjedhur për shpimin sipas tabelës më poshtë. Për stërvitjen pilot, shpejtësia maksimale në minutë është e përshtatshme. Një shigjetë në anën e majtë të makinës e drejtuar lart tregon drejtimin e duhur të rrotullimit në drejtim të akrepave të orës.
Paralajmërim
Makina nuk duhet të funksionojë kurrë në drejtim të kundërt të akrepave të orës pasi filli i lidhjes së boshtit të stërvitjes mund të hapet dhe çanta e shpimit mund të humbasë duke shkaktuar një rrezik të madh të rrjedhjes së ujit të nxehtë nga hapja e boshtit.
Shpejtësitë e rrotullimit për shpimin në tuba çeliku
Cilësimet e makinës shpuese Metabo BE 1100 të paraqitura në tabelën më poshtë. Shpejtësitë e rekomanduara të rrotullimit bazuar në përvojën afatgjatë të prodhuesit. Në fillim të operacionit të shpimit dhe në fund të operacionit të shpimit, forcat e prerjes mund të ndryshojnë shumë, kështu që njeriu duhet të përgatitet për të ndryshuar cilësimet.
| Madhësia e valvulës | Shpejtësia e rrotullimit shpimi bosht [rpm] | Shpejtësia e rrotullimit elektrike makinë [rpm] | Vendosja | Vendosja |
| DN 15/20 | 115 | 1600 | 9 | 1 |
| DN 32/25 | 80 | 1100 | 9 | 1 |
| DN 50/40 | 80 | 1100 | 9 | 1 |
| DN 65 | 55 | 750 | 8 | 1 |
| DN 80 | 55 | 750 | 8 | 1 |
| DN 100 | 55 | 750 | 8 | 1 |
| Stërvitja pilot | 200 | 2800 | 9 | 2 |
Procesi i Hot Tapping
Pas montimit të makinës, të gjitha lidhjet duhet të kontrollohen dhe kontrollohen. Përdoruesi mund të vazhdojë me hapat e mëposhtëm pas kësaj.
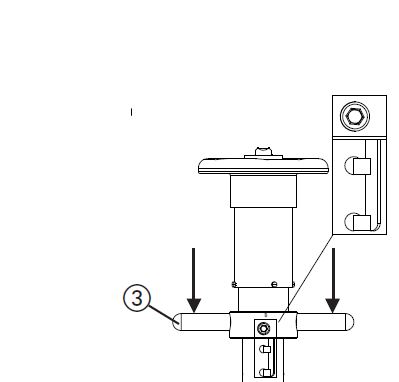
Testi i presionit
Përpara degëzimit aktual duhet të kryhet një provë presioni për të siguruar ngushtësinë e shtresave të saldimit të valvulës dhe pajisjes së shpimit.
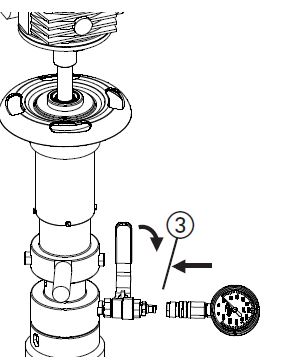
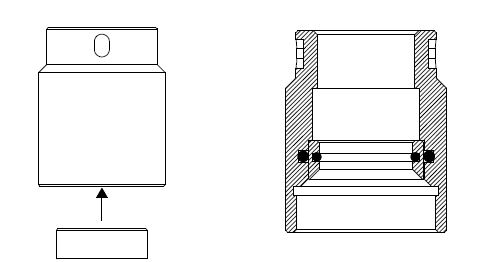
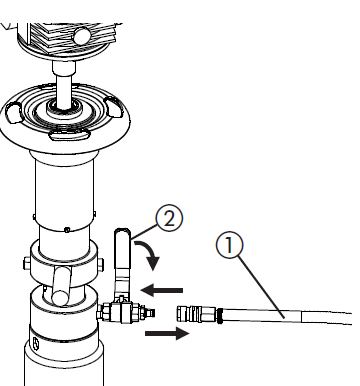 Një tub 1 me ujë të ftohtë ose ajër nën presion është i lidhur me bashkuesin e trupit. Koka e kontrollit 2 hapet për të lejuar presionin. Nëse dëshironi, mbyllni karin e kontrollit 2 dhe montoni matësin e presionit 3 për të monitoruar një rënie të mundshme të presionit. Pas provës, lëngu i provës lëshohet përmes të njëjtit karik kontrolli 2. Në rast të një rrjedhjeje, nuk lejohet fillimi i procesit të shpimit derisa të eliminohet dështimi.
Një tub 1 me ujë të ftohtë ose ajër nën presion është i lidhur me bashkuesin e trupit. Koka e kontrollit 2 hapet për të lejuar presionin. Nëse dëshironi, mbyllni karin e kontrollit 2 dhe montoni matësin e presionit 3 për të monitoruar një rënie të mundshme të presionit. Pas provës, lëngu i provës lëshohet përmes të njëjtit karik kontrolli 2. Në rast të një rrjedhjeje, nuk lejohet fillimi i procesit të shpimit derisa të eliminohet dështimi.
Fillimi i procesit të shpimit

Procesi i shpimit fillon duke krijuar një vrimë qendrore me stërvitjen pilot. Rrotullimet maksimale zgjidhen nga çelësat dhe furnizimi fillon lehtë duke e rrotulluar shumë ngadalë rrotën e furnizimit në drejtim të akrepave të orës. Ushqeni shumë ngadalë në fillim për të siguruar një përqendrim të mirë të stërvitjes qendrore. Një depërtim i shpimit pilot përmes murit kryesor të tubit mund të vërehet duke vëzhguar matësin e presionit7. Ngritja e gjilpërës tregon depërtimin. Një ushqim adekuat duke përdorur max. rpm duhet të vazhdojë derisa stërvitja pilot të kalojë nëpër murin e linjës kryesore. Pas përfundimit të stërvitjes pilot, shpejtësia e rrotullimit për sharrën e vrimës duhet të rregullohet. Filloni ushqyerjen me sharrën e vrimës me kujdes dhe mbajeni
një qëndrim fiks. Duhet treguar shumë kujdes për të përballuar forcat e reagimit. Tërhiqeni makinën për të kompensuar forcën. Kur shpimi përparon, shkalla e furnizimit mund të përshpejtohet pak derisa në fund të shpimit depërtimi përfundimtar i murit kryesor të tubit mund të konfirmohet duke e shtyrë boshtin fort përpara pa e kthyer boshtin. Kur përparon, vrima duhet të jetë e lirë.
 KUJDES
KUJDES
Makina nuk duhet të kyçet kurrë në funksionim të vazhdueshëm, pasi ndryshimet e forcave të përpunimit mund të shkaktojnë një humbje të papritur të kontrollit të makinës dhe kështu të shkaktojnë
dëmtim i rëndë i operatorit. Jini të vetëdijshëm për forcat e reagimit nga prerja.
PARALAJMËRIM
Makina dhe boshti duhet të rrotullohen gjithmonë në drejtim të akrepave të orës. Hapja aksidentale e fijeve lidhëse të boshtit mund të shkaktojë dëme të rënda te operatori. KURRË mos përdorni vegla me levë në timonin e ushqimit dhe ushqeni me shumë kujdes. Kur sharra e vrimës ngec, ndaloni së ushqyeri ose kthejeni sharrën pak mbrapa. Vazhdoni të ushqeni ngadalë.
Rregullimi i furnizimit
Nëse shtrirja e furnizimit mbaron dhe rrota e furnizimit 1 nuk mund të rrotullohet më, priza e rregullimit 2 duhet të lirohet dhe të kyçet në një brazdë më të ulët. Nëse presioni është >12 bar, përdorni bllokun e zinxhirit për këtë operacion. Në fillim, kaloni i njësisë lëvizëse. Vidhosni rrotën e ushqimit 1 në drejtim të kundërt të akrepave të orës. Mos e zhvidhosni shumë pasi grepi i stërvitjes pilot mund të thyhet.
 Kapni dorezat e rregullimit 3 dhe shtyjini fort përpara. Kthejeni prizën e rregullimit 2 derisa të mund të lirohet. Shtyni prizën e rregullimit poshtë në drejtim të brazdës tjetër. Vazhdoni të rrotulloni rrotën e furnizimit 1 në drejtim të kundërt të akrepave të orës derisa të arrihet në brazdë tjetër. Mbyllni prizën e rregullimit 2 në brazdë tjetër duke e rrotulluar në drejtim të akrepave të orës.
Kapni dorezat e rregullimit 3 dhe shtyjini fort përpara. Kthejeni prizën e rregullimit 2 derisa të mund të lirohet. Shtyni prizën e rregullimit poshtë në drejtim të brazdës tjetër. Vazhdoni të rrotulloni rrotën e furnizimit 1 në drejtim të kundërt të akrepave të orës derisa të arrihet në brazdë tjetër. Mbyllni prizën e rregullimit 2 në brazdë tjetër duke e rrotulluar në drejtim të akrepave të orës.
Paralajmërim
If you are unsure about the forces acting on the shaft while releasing it, use the chain block for this operation. From the manufacturers experience, it is advisable to use it at a pressure >12 bar.
Releasing the Feed Unit
Pas përfundimit të shpimit, ngasja duhet të lirohet nga maja e montimit. Në presione më të ulëta, kjo mund të bëhet me dorë. Për presione më të larta >12 bar rekomandohet shumë përdorimi i bllokut të zinxhirit. Të dyja dorezat e rregullimit 3 do të kapen, shtyhen përpara dhe njëkohësisht do të kthehen në të kundërt të akrepave të orës për të çliruar prizën e mbështjelljes. Priza tani mund të kthehet mbrapsht duke rrëshqitur plotësisht vidhat e rrymës nga trupi i stërvitjes. Lëshojeni plotësisht boshtin. Çok brenda shpimit
dhoma e ndalon boshtin të dalë jashtë.
Paralajmërim
If you are unsure about the forces acting on the shaft while releasing it, use the chain block for this operation. From the manufacturers experience, it is advisable to use it at a
presion > 12 bar.
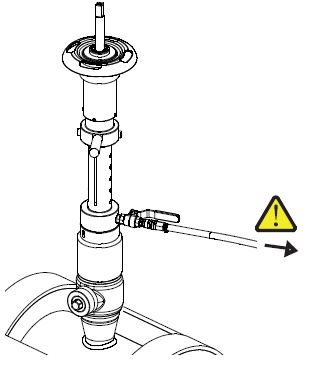
Closing the Valve and Releasing the Pressure
Valvula duhet të mbyllet plotësisht duke e rrotulluar topin duke përdorur çelësin e duhur allen dhe duke e rrotulluar atë 90 gradë pasi topi në valvulën e nxehtësisë nuk ka ndalesë automatike, mund t'ju duhet të rregulloni pozicionin e topit derisa të jetë në pozicionin e duhur të mbyllur. . Ngushtësia mund të kontrollohet duke hapur karin e kontrollit. Lidheni zorrën me karin e kontrollit dhe hapeni për të çliruar presionin.
 KUJDES
KUJDES
Keep enough distance to the hose while releasing the pressure to protect yourself. Make sure the valve is completely closed.
Çmontimi i makinës
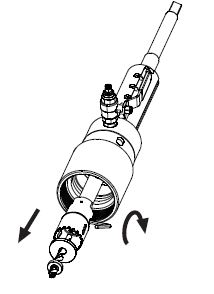
Makina është çmontuar në rendin e kundërt. Në fund, pjesa e prerë duhet të hiqet. Stërvitja pilot lirohet duke hapur vidën mbajtëse duke përdorur çelësin e duhur allen. Stërvitja qendrore tërhiqet dhe kuponi hiqet rreth trungut të stërvitjes. Çipat e stërvitjes pastrohen nga magneti grumbullues.
Krijimi i Degës së Re

Për krijimin e degës së re, ndiqni me kujdes udhëzimet e prodhuesit të valvulave. Kur të jetë kryer Hot Tapping, linja e re mund të lidhet me valvulën e rubinetit të nxehtë Danfoss me saldim me hark elektrik. Gjatë atij operimi, sigurohuni që vulosjet brenda valvulës të mos mbinxehen. Pas saldimit dhe kur linja miratohet për të
filloni të punoni, hapni valvulën së pari shumë ngadalë. Hapeni valvulën PLOTËSISHT më pas. Pasi valvula të jetë hapur plotësisht, vidhosni spinën e sipërme. Rekomandohet bashkimi i spinës në qafën e valvulës me saldim me fileto të mbyllura me një drejtim të vetëm. Mbusheni plotësisht boshllëkun midis prizës së sipërme dhe qafës së valvulës. Shmangni saldimin me fileto të shumëfishta për të parandaluar mbinxehjen.
Plani i mirëmbajtjes dhe lista e pjesëve rezervë
Para dhe pas çdo prerjeje të nxehtë, e gjithë pajisja duhet të inspektohet dhe mirëmbahet vizualisht. Mos e filloni punën e shpimit pa e inspektuar pajisjen më parë. Asnjëherë mos e filloni shpimin nëse vërehen ndonjë dëmtim. Nëse ndodh ndonjë problem teknik, mos hezitoni të kontaktoni prodhuesin Danfoss. Pjesët e mëposhtme duhet të inspektohen në lidhje me gjendjen e tyre përpara çdo shpimi
| Stërvitja qendrore | Inspektoni stërvitjen qendrore në lidhje me aftësinë e saj për të prerë. Ndryshoni stërvitjen nëse është e nevojshme. |
| Vulosjet | Pastroni vulat dhe kontrolloni ato për dëmtime. Ndryshoni ato nëse është e nevojshme. Lubrifikoni ato me izolues përpara se të përdorni pajisjen. |
| Vrimë sharra | Inspektoni sharrën e vrimës në lidhje me aftësinë e saj për të prerë. Ndryshoni sharrën e vrimës nëse është e nevojshme. |
| Bosht | Inspektoni boshtin për dëmtime në sipërfaqe. Kontrolloni fijet e lidhjes. Ruajeni boshtin siç duhet dhe shmangni rënien e tij. |
| Kushinetat | Kontrolloni vizualisht gjendjen e sipërfaqes së brendshme mbajtëse |
| Fije e rrotës së ushqimit | Kontrolloni që rrota ushqyese të ecë pa probleme. |
| Pajisja e tërë | Pastroni pajisjen pas çdo përdorimi dhe kontrolloni atë për dëmtime vizuale |
Në rast se vërehen dëmtime të mëdha të pajisjes, ju lutemi kontaktoni prodhuesin Danfoss.
PJEST E MbaruaraVIEW

| Pozicioni | Pjesë |
| 1 | Motor elektrik |
| 2 | Priza shtesë e furnizimit |
| 3 | Unaza lidhëse 43 mm |
| 4 | Blloku parësor |
| 5 | bashkim |
| 6 | Coupling casing |
| 7 | Unazë mbajtëse |
| 8 | Vidë e fiksimit të ingranazheve |
| 9 | Vidë lidhëse M6 |
| 10 | Pllaka lidhëse e frenave të boshtit |
| 11 | Vidë lidhëse M5 |
| 12 | Ingranazhi i krimbave 7:1 |
| 13 | Gryka dytësore |
| 14 | Bosht dytësor |
| 15 | Mbyllja e buzëve |
| 16 | Mbajtja e shtytjes |
| 17 | Priza e furnizimit |
| 18 | Vidë mbajtëse |
| 19 | Doreza |
| 20 | Priza rregulluese |
| 21 | Vidë elektrike |
| 22 | Vidë me pika me top |
| 23 | Unaza mbajtëse e kushinetave të sipërme |
| 24 | Mbyllja e kushinetave të sipërme |
| 25 | Kushineta e sipërme e unazës O |
| 26 | Mbajtëse e sipërme PTFE |
| 27 | Vulosja e boshtit |
| 28 | Trupi |
| 29 | Mbajtëse PTFE e poshtme |
| 30 | Mbyllja e trupit |
| 31 | Unaza mbajtëse e kushinetave të poshtme |
| 32 | Thitha e dyfishtë |
| 33 | Gjeli i kontrollit |
| 34 | Lidhës i shpejtë mashkull |
| 35 | Lidhës i shpejtë femër |
| 36 | Prizë 1/4 |
| 37 | Manometër 40 bar |
| 38 | Stërvitja qendrore normale |
| 39 | Stërvitja qendrore e shkurtër |
| 40 | Zgjatja e boshtit DN20 |
| 41 | Çak normal |
| 42 | Çak i vogël |
| 43 | Zgjatja e boshtit 90 mm |
| 44 | Bosht bazë |
| 45 | Zgjatja e boshtit 180 mm |
| 46 | Blloku i zinxhirit |
| 47 | Pikëllim special TONISCO |
| 48 | Pini hapës |
| 49 | Çelësi Allen 3 mm |
| 50 | Çelësi Allen 4 mm |
| 51 | Çelësi Allen 5 mm |
| 52 | Magnet |
Duke përdorur bllokun e zinxhirit


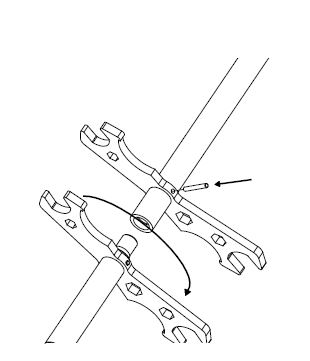
Për presione më të larta >12 bar, rekomandohet shumë përdorimi i bllokut të zinxhirit për rregullimin e furnizimit ose për një çlirim të sigurt të njësisë së ushqimit. Së pari, varni skajin e sipërm të grepit në pllakën e lidhjes 1. Grepa tjetër duhet të jetë montuar në një element të qëndrueshëm në anën e punës p.sh. rreth tubit kryesor. Rregulloni çelësin në pozicionin e mesëm falas
lëvizja e zinxhirit. Shtrëngoni zinxhirin duke tërhequr fillimisht skajin tjetër të zinxhirit dhe më pas duke e rrotulluar timonin në drejtim të akrepave të orës. Rregulloni çelësin në pozicionin UP
Push down the adjusting socket 3 by moving the lever back and forward. Before releasing the locking screw from the groove in the adjusting socket 3 adjust the switch to the down position if you want to release the feed unit. If you want to adjust the feed, leave the switch in the up position. Turn the adjusting socket 3 counterclockwise to relase the shaft or adjust the feed.
KUJDES
Kini kujdes që të mos e shtrëngoni dorën në zinxhir.
PARALAJMËRIM
Mos e ndryshoni çelësin në pozicionin e mesëm kur zinxhiri është nën tension.
Shtojcat A1
Udhëzime sigurie në lidhje me njësinë e drejtimit elektrik
Paralajmërim
Kur përdorni mjete elektrike, duhet të ndiqen gjithmonë masat themelore të sigurisë për të zvogëluar rrezikun e goditjes elektrike, dëmtimit personal dhe zjarrit, duke përfshirë sa vijon
- Mbani zonën e punës të pastër.
- Zonat e rrëmujshme dhe stolat shkaktojnë lëndime.
- Merrni parasysh mjedisin e zonës së punës.
- Mos i ekspozoni tarifat e energjisë elektrike ndaj shiut. Mos përdorni tarifat e energjisë elektrike në damp ose vende të lagështa.
- Mbajeni zonën e punës të ndriçuar mirë.
- Mos përdorni vegla elektrike në prani të lëngjeve ose gazeve të ndezshme.
- Mbroni veten nga goditja elektrike.
- Kur punoni me mjete elektrike, shmangni kontaktin e trupit me pjesët e tokëzuara, p.sh. tuba, radiatorë, pianurë, frigoriferë.
- Nëse përdorni ftohës ose lubrifikantë që përçojnë elektrikisht ose nëse ka kushte ekstreme për përdorim, p.sh. një shkallë e lartë lagështie, zhvillimi ose pluhuri metalik, etj.) Kur punoni me vegla elektrike, përdorni mbrojtjen e rrymës së mbetur ( FI, DI, PRDC ) pajisje në çdo pikë prizë elektrike.
- Mbajini fëmijët larg.
- Mos lejoni që shikuesit të kontaktojnë mjetin ose prizën elektrike. Të gjithë shikuesit duhet të mbahen larg zonës së punës.
- Ruani veglën elektrike të papunë për punën. Kur nuk janë në përdorim mbajini mjetet në vend të thatë, në dollap ose lart, jashtë mundësive të fëmijëve.
- Asnjëherë mos e detyroni me forcë një vegël elektrike. Ajo do ta bëjë punën më mirë dhe më të sigurt në normën për të cilën është prirur.
- Përdorni veglat e duhura elektrike për këtë punë.
- Mos i detyroni mjetet e vogla të energjisë të bëjnë punën e një vegle të rëndë.
- Mos përdorni vegla elektrike për qëllime të paparashikuara.
- Mos për ishample , përdorni një sharrë rrethore për prerjen e gjymtyrëve ose trungjeve të pemëve.
- Vishuni siç duhet.
- Mos vishni rroba të gjera ose bizhuteri.
- Ato mund të kapen në pjesë të lëvizshme.
- Kur punoni jashtë, rekomandohen doreza gome dhe këpucë që nuk rrëshqasin.
- Vishni mbulesë mbrojtëse për flokët për të mbajtur dëgjimin e gjatë.
- Vishni syze sigurie dhe maskë për fytyrën ose maskë pluhuri nëse puna është me pluhur.
- Mos abuzoni me plumbin. Asnjëherë mos e mbani mjetin elektrik me plumb ose me plumb për ta shkëputur mjetin nga priza.
- Mbajeni plumbin larg nxehtësisë, vajit dhe skajeve të mprehta Sigurojeni pjesën e punës.
- Përdorni klamps ose një ves për të mbajtur pjesën e punës. Është më e sigurt se përdorimi i dorës dhe i liron të dyja duart për të vepruar.
- Mos e teproni. Mbani këmbën dhe ekuilibrin e duhur gjatë gjithë kohës.
- Mbani mjetet me kujdes.
- Mbani mjetet të mprehta dhe të pastra për performancë më të mirë dhe më të sigurt.
- Ndiqni udhëzimet për servisimin e mjeteve të ndërrimit.
- Inspektoni periodikisht kapakët e veglave elektrike dhe nëse janë të dëmtuara, riparojini ato nga një shërbim i autorizuar. Inspektoni periodikisht kabllot shtesë dhe zëvendësojini ato nëse dëmtohen.
- Mbani dorezat të thata, të pastra dhe pa vaj dhe yndyrë.
- Shkëputni veglat elektrike, kur nuk janë në përdorim, përpara servisit dhe kur rregulloni aksesorët si tehet, grilat dhe prerëset.
- Hiqni çelësat dhe çelësat. Formoni zakonin e kontrollit për të parë nëse çelësat dhe mjetet rregulluese janë hequr nga vegla elektrike përpara se t'i ndizni.
- Shmangni fillimin e paqëllimshëm.
- Mos e mbani mjetin elektrik të futur në prizë me këmbëzën e çelësit. Sigurohuni që çelësi të jetë i fikur kur futeni në prizë.
- Kapa zgjatës për përdorim të jashtëm. Kur veglat elektrike përdoren jashtë, përdorni vetëm kapakun zgjatues të destinuar për përdorim jashtë dhe të shënuar kështu.
- Qëndroni vigjilent.
- Shikoni çfarë jeni duke bërë.
- Përdorni sensin e përbashkët.
- Mos e përdorni mjetin elektrik kur jeni të lodhur.
- Kontrolloni mjetin elektrik për pjesë të dëmtuara. Përpara përdorimit të mëtejshëm të veglës elektrike, një mbrojtës ose pjesë tjetër e dëmtuar duhet të kontrollohet me kujdes për të përcaktuar nëse do të funksionojë siç duhet dhe do të kryejë funksionin e synuar.
- Kontrolloni për shtrirjen e pjesëve lëvizëse, pjesëve lidhëse ose lëvizëse, thyerjen e pjesëve, montimin dhe çdo gjendje tjetër që mund të ndikojë në funksionimin e veglës elektrike.
- Një mbrojtës ose pjesë tjetër e dëmtuar duhet të riparohet ose zëvendësohet siç duhet nga një shërbim i autorizuar, përveç rasteve kur tregohet ndryshe në udhëzimet e përdorimit.
- Zëvendësoni çelësat me defekt nga një shërbim i autorizuar. Mos e përdorni mjetin elektrik nëse çelësi nuk e ndez dhe fiket.
Paralajmërim
Për sigurinë tuaj, përdorni vetëm aksesorë dhe bashkëngjitje që përshkruhen në udhëzimet e përdorimit ose ofrohen ose rekomandohen nga prodhuesi i veglave. Përdorimi i mjeteve të ndryshme nga ato të përshkruara në udhëzimet e përdorimit ose në katalogun e futjeve ose aksesorëve të rekomanduar të veglave mund të rezultojë në rrezik dëmtimi personal. Riparoni mjetin tuaj elektrik nga një shërbim i autorizuar. Riparimet duhet të kryhen vetëm nga një shërbim i autorizuar.
Dokumentet / Burimet
 |
Danfoss JIP-Kuti veglash makinerie me përgjim të nxehtë [pdf] Manuali i Përdoruesit JIP-Kutia e veglave të makinerisë me përgjim të nxehtë, Kutia e veglave të makinerisë me përgjim, kutia e veglave të makinerisë |



